

LTPM CHINA

Single-to-Multi Lane Conveyor Diverter System
Single-to-Multi Lane Conveyor Diverter System

Product Introduction
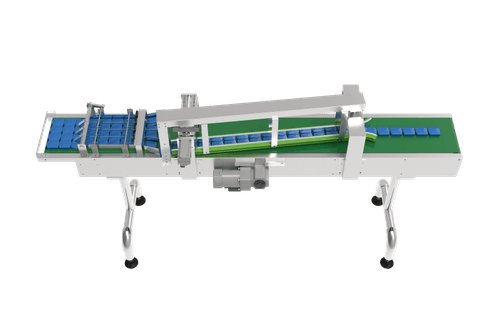
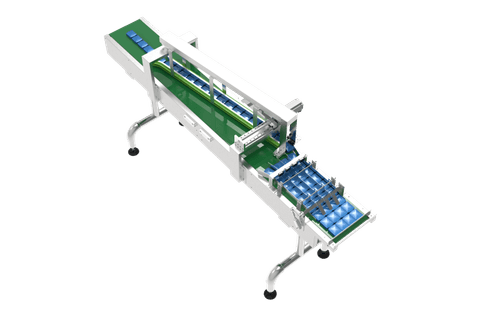
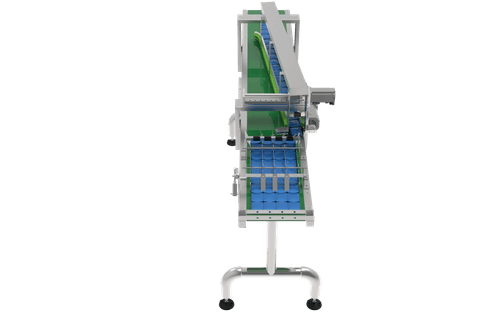
The system dynamically distributes products from a single infeed conveyor to multiple outfeed lanes based on programmable rules. Powered by a high-precision servo-driven diverter module, the system features automatic clamping, accurate optical detection, and user-friendly touchscreen control.
Key Features
1. Single-Lane Powered Infeed Conveyor
Smooth and consistent transfer of items such as round bottles, square bottles, or cartons.
2. High-Precision Optical Sensor at Infeed
Detects the arrival of products
Triggers positioning and system response
Ensures real-time lane-switching accuracy
3. Servo-Driven Diverter Mechanism
Composed of a ballscrew linear actuator with swing-arm mechanism
Switching time ≤ 0.5 seconds
Process:
Product enters diverter zone
Pneumatic clamp locks product in place to eliminate inertia
Servo module receives PLC instruction
Slide moves product precisely into assigned lane (left/right/multi-lane)
4. Clamping and Positioning Unit
Positioned at diverter output zone
Pneumatically driven clamp engages upon product arrival
Prevents misalignment during servo movement
Ensures stable, repeatable product orientation
5. Anti-Interference Optical Counting Sensors
Supports counting speed ≥ 120 items/min
Dual-layer counting structure:
Inlet sensor: Triggers total count and clamping
Per-lane exit sensors: Independent post-diversion count tracking
| Function | Description |
| Count-Based Splitting | E.g., 3 products to left → 5 to right → loop |
| Time-Based Splitting | Automatically switch lanes at fixed intervals |
| External Signal Trigger | Compatible with robotic arms or barcode scanners |
| Realtime Monitoring | Channel counts, servo status, alarms, logs |
| Secure Access | Tiered password protection for parameter editing |
Applications
- Pharmaceuticals: Bottle and box separation for inspection, labeling, or cartoning
- Food & Beverage: Sorting bottles or packets into multi-lane fillers
- Cosmetics & Chemicals: Adaptive packaging of irregular or fragile containers
- Automation Systems: Upstream sorting for robotic pick-and-place or boxing units
Advantages
- Dynamic lane allocation without manual intervention
- Precise product orientation during transfer
- Adaptable control logic for complex production scenarios
- High-speed and high-accuracy performance
- Modular integration into existing packaging lines
We provide turnkey conveyor sorting systems tailored to your bottle type, speed requirement, and downstream equipment. Integration support available for cartoners and vision systems.